
タッピンねじはデリケートなねじ締めトルクの管理を必要とするねじです。そこで、締結不良・軸力低下・繰り返しねじ締めなどタッピンねじのよくあるトラブルの解決方法をお答えします。
これにより、高速締付試験に於いて着座手前で低速回転に回転数を 自動で切り換え、指定トルクで締付けることが可能になります。
| 締結不良 | ねじ締め繰り返し | 軸力低下 | トルク試験機 |
なぜの締結不良がおきるのか?
タッピンねじの締結不良には様々な原因と要因が存在します。
例えば...
- 着座不良 (トルク不十分によりねじが着座しない)
- 雌ねじ破壊 (トルクのかけ過ぎで、雌ねじを破壊して空転しまう)
- 締結物損傷 (トルクのかけ過ぎで、ボス割れ等を起こしてしまう)
- 頭とび (タッピンねじ自体の強度不足により頭部が破断してしまう)
- 十字穴のリームアウト(トルクのかけ過ぎにより十字穴が崩れてしまう)
では、どうすればよいのか?
- 着座するまで十分トルクをかける →→ 上記の1の対応
- 下穴管理をしっかりする →→ 上記の2、3、4、5になる可能性あり
答え!
下穴の大小・ボスの高さ・メッキ・ねじ外径等の色々な条件の下に下穴に入っていくトルク値(TD)と 雌ねじ破壊等ねじが空転するトルク値(TF)をグラフ解析して目標締め付けトルク値(TS)を算出する。
本当の答え!
「PCトルクアナライザー」を使う。  PCトルクアナライザー詳細
PCトルクアナライザー詳細
<参考表>


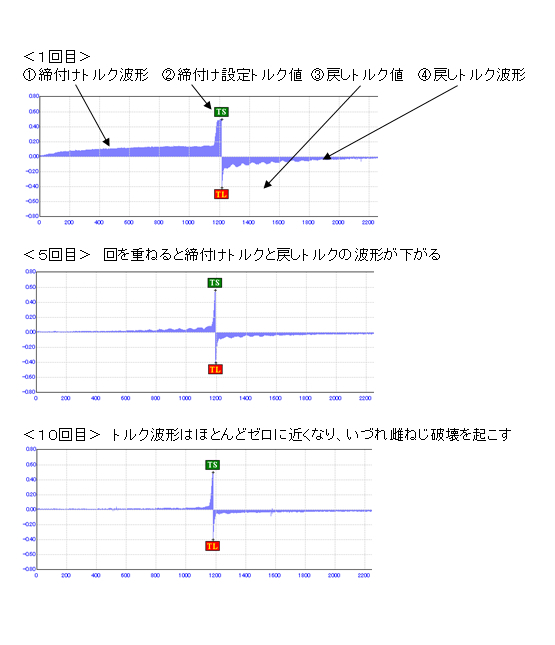
タッピンねじを使用して繰り返しねじ締めを行う場合、回を重ねるごとに締結強度は弱くなり、やがて雌ねじ破壊をおこしてしまいます。
では、どうすればよいのか?
タッピンねじの選定・下穴径の大きさ・回転数等、色々な条件の下、試験を行い、ねじ締めトルクグラフを作成して目標締め付けトルク値を算出する。
その方法とは?
「PCトルクアナライザー」を使う。 PCトルクアナライザー詳細
軸力低下はなぜ起きる?
ねじ締めとはトルクを軸力に変換することであり軸力とはトルクが荷重方向に変換される力と言える。
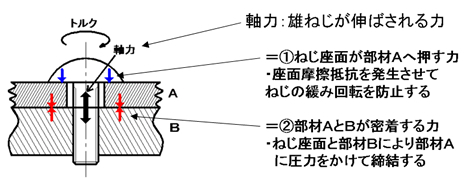
↑この図でいうとねじの座面がAを押す力とAがBをまたBがAを押す力は同じである。この状態のままを維持できれば、ねじはゆるまないのだが振動・熱等によるA又はBの経年変化(クリープ)等色々な条件が重なって、ねじは回転していないのだが軸力が低下することがある。
では、どうすればよいのか?
そこで、軸力低下が起きると思われる条件をいくつか人工的に作り出して、締め付けたねじにその条件を与える。 そして「増し締め試験」を行うことにより、どの条件が軸力低下の原因になるのかを探し出すこにより、その対策を行うことができる。
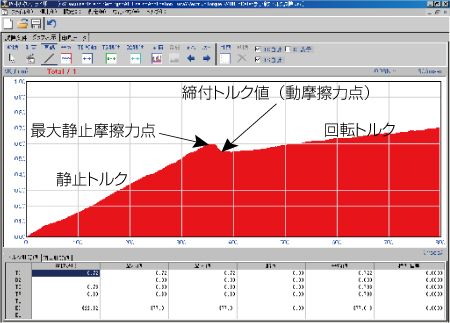
既に締付されているねじが、実際にはどの位のトルクで締付されているのかを測定する為には、ゆっくりな回転での増し締め試験を行う。
この時の締付トルクをグラフ表示して、二つの変曲点を見つけ出す。この変曲点は、ゆっくりな増し締めにより、ねじが再度ねじ締め回転を開始するために現れる最大静止摩擦力点と動摩擦力点で、これをグラフ表示したものである。
そして動摩擦力点が実際に締付されている締付トルク値である。 クリープ(軸力低下)を測定するには便利な機能である。
※上図は毎分6回転の低速回転での増し締めトルク曲線
その方法とは?
「PCトルクアナライザー」を使う。 PCトルクアナライザー詳細
軸力解析機能「軸力オプション」とは、 ねじトルク解析システム「PCトルクアナライザー」の追加オプションです。
実際のワークと試験条件でかんたんに軸力解析を行うことができます。